Get Rid of Consumables & Go Green
As a green technology, laser cleaning replaces methods that remove rust with consumables or chemicals.
It’s the only solution that meets environmental protection regulations.
Plus, pulsed fiber lasers have low power consumption.
Laser cleaning does generate a small amount of dust in the air.
It can be vacuumed instantly with a dust extraction system, which we provide and preconfigure for you if needed.
Laser cleaning
Cleaning by non-contact laser irradiation brings about a lot of changes
With the fast development of laser cleaning technology it has been popularized in various industries in industrial applications:
-
Microelectronics field: semiconductor components, microelectronics devices, memory templates, etc.;
-
Cultural relics protection: stone carvings, bronzes, glass and murals, etc.;
-
Abrasive cleaning: rubber abrasives, composite abrasives, metal molds, etc.;
-
Surface treatment: hydrophilic treatment, surface roughening, pre-welding treatment, etc.;
-
Paint and rust removal: aircraft, ships, weaponry, bridges, etc.; aircraft parts, electrical product parts, etc.;
-
A clean, even surface – this is the basic requirement for successful and durable welding and adhesive connections.
-
Others: urban graffiti, printing rollers, building exterior walls, nuclear industry, etc.
It has been problematic over the years to environment and health especially in noise, dust and effluent that the sandblast or the chemical are utilized to remove the paint from the steel of the construct.
The laser provides a remedy for this: the non-contact tool frees components of dirt and oxidation/functional layers within seconds. The newly developed removal method is to evaporate the surface material by irradiating non-contact laser toward the target, thus being able to propose optimized ways to surface processing works on all metalls, cement, etc. And it does this only in areas where joining is meant to take place, for example, or where the functional layer is no longer needed.
Here's how it works: pulses with high peak pulse power evaporate the wafer-thin layers, without affecting the component. Subsequent processes such as joining can then be carried out faster, more homogenously, and are entirely reproducible. The connections are clean and last longer. Joining preparation work using light as a tool can also integrate seamlessly into industrial series production, due to the fact that data can easily be transferred via interfaces.
ADVANTAGES OF LASER CLEANING COMPARED WITH TRADITIONAL CLEANING
Comparison Item | Laser Clean | Chemical Clean | Dry Ice Clean | Mechanical Clean | Ultrasonic Clean | Sandblasting |
Cleaning Method | By Laser, non-contact | Chemical reagent, contact material | Dry ice, non-contact | Mechanical Abrasive contact material | Cleaning agent, contact material | Special sand particles |
Damage | No | Yes | No | Yes | No | Yes |
Cleaning Efficiency | High | Low | Medium | Low | Medium | Medium |
Consumables | Only electricity | Chemical reagent | Dry ice | Sandpaper, Grinding wheel, abrasive stone/etc. | Special cleaning fluid | Special sand particles |
Cleaning Effect | Excellent, high cleanness | Ordinary, uneven | Good, but uneven | Ordinary, uneven | Good, but less cleanliness | Ordinary, uneven |
Precision | Precise control, high precision | Not control, very low precision | Not control, very low precision | Not control, medium precision | Cannot specify a range to clean | Cannot specify a range to clean |
Safety/Environmental protection | No any pollution | Seriously polluting environment | No pollution | Polluting environment | No pollution | Polluting environment |
Manual Operation | Easy operation, hand-held or automatic | Complicate operation, high requirements to workers, pollution protection measures needed. | Easy operation, hand-held or automatic | Expend labour, pollution protection measures needed | Easy operation, but need to add consumables manually | Expend labour, pollution protection measures needed |
Cost Input | Higher initial cost, no consumables, very low maintenance cost | Low initial cost, very high consumables cost | Medium initial cost, high consumables cost | High initial cost, high consumable and labor costs | Low initial cost, medium consumables cost | High initial cost, high consumable and labor costs |
How does laser cleaning work?
Laser Cleaning Technology - WORKING PRINCIPLE
Laser cleaning technology works by sending nanosecond-length pulses of laser light towards a surface. When it interacts with contaminants like rust, coating, paint,.. that absorb the pulses of laser light, the contaminants or coating particles will either turn into a gas or the pressure of the interaction will cause particles to free from the surface.
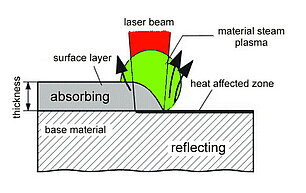
Laser cleaning - or ablation - is the process of clearing away undesired material from a solid surface by irradiating it with a laser beam. By absorbing the energy of the laser beam, the targeted material is heated very quickly, making it evaporate or sublimate. As the surface below does not absorb any energy, it stays untouched.
By manipulating the laser flux, its wavelength and its pulse length, the amount of material that is being removed by a single laser pulse can be controlled with extreme precision. Making laser cleaning equally suitable for rapid and deep rust removal as for removing only one thin layer of paint, without damaging the base coat.
Is laser cleaning good for me?
What is laser cleaning and how does it work?
Laser cleaning system distributes thousands of focused laser pulses per second onto the target surface. These powerful beam pulses are linearly deflected & placed adjacent to each other. Most laser energy is absorbed by the target surface, creating micro-bursts of plasma that decompose the target layer/coating/contaminant through sublimation. Thermal energy is rapidly dispersed as laser vaporized residues are removed from the substrate. Process speed relates to the laser energy absorption properties of the target material & laser power as measured in watts.
Does laser cleaning damage the underling surface?
The substrate material, unlike the target contaminant or coating, normally does not absorb, but rather reflects laser beam energy. Once a reflective substrate material has been reached, the laser ablation process automatically stops. Due to typically high reflection factors, metallic surfaces are especially suitable for laser cleaning. Precise laser beam adjustments enable treatment for many applications without undesirable mechanical or thermal effects to the substrate.
Where does the stuff removed by the laser cleaning go?
An integrated suction system provides continuous vacuum at the laser target interface. This immediately captures ablated contaminants, vaporized coating fumes & particles, which are pulled through a hose to a modular fume extractor with high efficiency particle & carbon filters. Laser cleaning … a dust-free process with nothing to clean-up!
The Laser Cleaning Advantage
| Laser Cleaning | Chemical Products | Sand Blasting | Hand Cleaning | Laser Cleaning |
|---|---|---|---|---|
| Precise/selective cleaning | ✓ | X | ✓ | ✓ |
| No consumables needed | X | X | X | ✓ |
| No collateral waste | X | X | ✓ | ✓ |
| No infiltration | X | X | ✓ | ✓ |
| Can clean sensitive parts | ✓ | X | X | ✓ |
| Low noise operation | ✓ | X | ✓ | ✓ |
| Possibility to clean in motion | X | X | ✓ | ✓ |
| No rinsing/drying | X | ✓ | ✓ | ✓ |
| Possibility to clean hot tools/parts | X | X | X | ✓ |
| No need to dismantle tools/moulds | X | X | ✓ | ✓ |
| Minimal work area required | X | X | ✓ | ✓ |
| Low power consumption | ✓ | X | ✓ | ✓ |
Our laser cleaning systems are manufactured for industrial applications and professional restoration.
ALTERNATIVE METHODS
SANDBLASTING, DRY ICE BLASTING, PELLET BLASTING AND OTHER ALTERNATIVE PROCESSES COMPARED TO LASER BLASTING
In addition to laser cleaning, there are many other processes for surface cleaning and stripping. We only offer laser cleaning systems ourselves. Therefore, we would like to show you the advantages and disadvantages as well as the possibilities of combining the different processes:
- Mechanical processes (e.g. blasting, sanding, grinding or particle beams)
- Thermal processes (e.g. burning by pyrolysis)
- Chemical processes (e.g. Washing, pickling, chemical treatment)
Depending on the process, the combination of different effects can also be used.
LASER CLEANING Versus SHOT BLASTING
Blasting, sand-blasting, shot peeing,
In particle/SHOT blasting, a blasting medium is accelerated and “shot” at the surface. The mechanical impact mechanically removes the surface layers and dirt. Depending on the blasting material (from baking powder to steel shot), more or less abrasive removal and damage to the base material is possible.
The process can be installed quite easily and with a moderate investment volume and is very flexible. In addition to the disadvantage of surface roughening (which can also be an advantage depending on the application), particle blasting also has some basic disadvantages:
- High energy consumption costs (especially with compressed air blasting)
- No partial application possible, blasting medium can penetrate into critical component areas
- Depending on the technology, mixing of the blasting medium with the ablated layer leads to high waste quantities.
- High wear on blasting nozzles and blasting devices
- High noise and dust exposure requires sound insulation cabins
LASER CLEANING Versus DRY ICE BLASTING
In dry ice blasting, (deep) frozen CO2 (ice pellets) is used as the blasting medium. In addition to the kinetic energy, a thermally induced shock wave/voltage is generated when the CO2 hits the surface, causing the coating to flake off.
Due to the “gaseous” blasting material, there is no need to worry about the disposal of the blasting material, but here, too, the advantages of simple application are countered by a number of disadvantages:
- Dry ice as blasting material must be stored cooled and insulated and is only “conditionally” durable
- Costs of the blasting material
- Considerable compressed air and energy consumption during the generation and application of the blasting medium CO2
- Costs of up to 100 €/hour are possible in some cases
- Very effective pellet blasting can produce noise emissions of up to 120 dB/A
- Limited possibilities of process protection
LASER CLEANING Versus WASHING PROCESSES
As a rule, washing processes serve to remove particle impurities and filmic contamination from components. The components are usually introduced into the system in batches by means of baskets and pre-treated in at least 3 stages (washing, rinsing, drying), but often also in further cleaning steps (up to 9 stages). The advantage of the process is the large-area application by immersion in the bath. Even hard-to-reach internal areas and boreholes/cooling channels can be reached and thus chips and particles can be removed very efficiently by combination with high-pressure pumps. Thus, the process offers fields of application which cannot be replaced by the innovative laser process. However, the wet-chemical process has some disadvantages, especially due to the limitations of the chemicals in the cleaning solutions that can still be used for environmental reasons:
- High energy consumption for temperature control of cleaning solutions (especially for degreasing applications) and for operation of high-pressure pumpsHigh space requirement (usually >20 m²)
- High running costs for bath care and maintenance of the chemicals
- Transfer of contamination through the baths
- No partial cleaning, the entire component is always cleaned
- Limited in-line capability
- Components become wet and must be dried and, if necessary, conserved again
- Process protection only possible to a very limited extent
LASER CLEANING Versus ULTRASONIC CLEAINING
The difference between laser cleaning and ultrasonic cleaning is that the laser cleaning operation is very convenient. Generally, hand-held cleaning is sufficient. The surface of the object can be cleaned directly without any medium. The cleaning effect is very good for large-area cleaning and precision parts cleaning. The working temperature is- 5°C~50°C can be used.
Ultrasonic needs to add cleaning agent. The higher the ultrasonic power density, the stronger the cavitation effect, the faster the speed, and the better the cleaning effect. However, for precision objects with very high surface finish, long-term high-power density cleaning will cause cavitation and corrosion on the surface of the object. The working temperature is 50°C~70°C.
COMBINATION OF TWO METHODS
Often the combination of two procedures can save a lot of money in the end. For example, the combination of an aqueous cleaning process (without temperature control) for cleaning chips and cooling channels with a partially and precisely effective laser cleaning step for pre-treatment of functional areas (e.g. degreasing for welding or adhesive pre-treatment) is significantly more cost-effective in terms of total costs compared to exclusively wet-chemical cleaning and degreasing and is much more space-saving.
Click Here to visit to our Specialized Laser Cleaning Website:
www.laserswipecleaning.com
Laserreiniging in belgië- laserreinigen in Nederland - laser cleaning in the UK - laser cleaning in Ireland - laser cleaning in South Africa - laser skoonmaak in Suid-Afrika - nettoyage laser en France - nettoyage laser en Belgique - nettoyage laser au Luxembourg - Laserreinigung in Deutschland - Laserreinigung in Österreich - limpieza láser en españa - pulizia laser in italia - limpeza a laser em portugal - Laser cleaning in scotland - laserrensning i danmark - curățarea cu laser în Romania - nettoyage laser en Suisse - Laserreinigung in der Schweiz - laser bidezko garbiketa espainian - limpieza laser en españa - laserové čištění v česku - Laserové zváranie na slovensku - lasersko čiščenje v sloveniji - lasersko čišćenje u hrvatskoj - lasersko čišćenje u bosni - ласерско чишћење у србији - лазерно почистване в българия - καθαρισμός με λέιζερ στην Ελλάδα - czyszczenie laserowe w polsce - лазерне чищення в україні - лазерная чистка в украине - laserpuhastus valges venemaal - Лазерная зварка ў Беларусі - лазерная чыстка ў белай расіі - laserpuhdistus Suomessa - laserrengöring i sverige - laserrengjøring i norge - Laser cleaning in united states - Laser cleaning in canada - nettoyage au laser au Canada - türkiye'de lazer temizleme - ניקוי לייזר בישראל